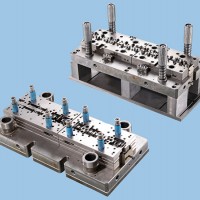
冲裁模是通过模具使板材分离,进行冲孔,落料、切边、修边等冲压工序。冲压件厂家在五金冲压冲裁模设计的时候有一些点一定要注意,否则影响产品的尺寸规格、表面质量、产品精度等。一定要重视,一起来复习一下。

1,冲裁过程:冲裁即是分离工序,工件受力时从弹、塑性变形开始,以断裂告终。当凸模下降接触板料,板料即受到凸、凹模压力而产生弹性变形,随着凸模下压,模具刃口压入材料,内应力状态满足塑性变形条件时,产生塑性变形。
2.冲裁零件的断面形状及分析:由于冲裁变形的特点,使冲出的工件断面明显地分成三个特征区,即圆角带、光亮带与断裂带。要想提高冲裁件切面的光洁程度与尺寸精度,可通过增加光亮带的高度或采用整修工序来实现。
3,冲裁件工艺性:形状应能符合材料合理排样,减少废料;冲裁件各直线或曲线连接处宜有适当的圆角;。冲裁件凸出或凹入部分宽部不宜太小;冲孔时,由于受到凸模强度的限制,孔的尺寸不宜过小等等。
4,冲裁间隔:模具间隙系指凸、凹模刃口间缝隙的距离,间隙对冲裁件质量、冲裁力、模具寿命的影响很大。影响冲裁件质量的因素有:凸、凹模间隙大小及分布的均匀性,模具刃口状态、模具结构与制造精度,材料性质等,其中间隙值大小与均匀程度是主要因素。
5,冲裁件间隔的确定:理论计算法(由裂纹重合形成几何三角形计算)和经验确定法。
6,冲裁凸、凹模刃口尺寸计算原则:冲孔件以凸模为准,在凹模放冲裁间隔,而凸模以工件尺寸和公差要求计算。落料以凹模为准,在凸模放冲裁间隔,而凹模以工件尺寸和公差要求计算。
7,冲裁件排样:冲裁件在条料或板料上的布置方法叫排样。合理的排样能提高材料的利用率。
8,冲裁件常见问题及解决方案:比如毛刺,在冲裁过程中,由于凸凹模间隙的不合理性或凸凹模在冲压过程中有磨损现象,其间隙会增大,从而出现毛刺。在设计冲裁模时根据材料厚度、性能合理选取凸凹模间隙。
以上内容就分享到这里,如果想要了解更多关于五金冲压加工的相关知识,请关注我们,浙江屹纬精密,位于浙江湖州,精密金属冲压、拉伸成型、精密注塑的生产厂家。