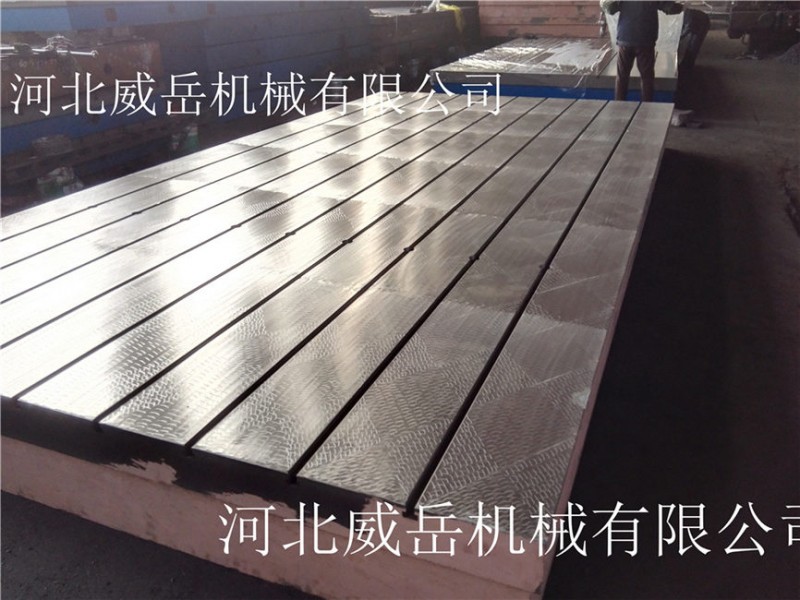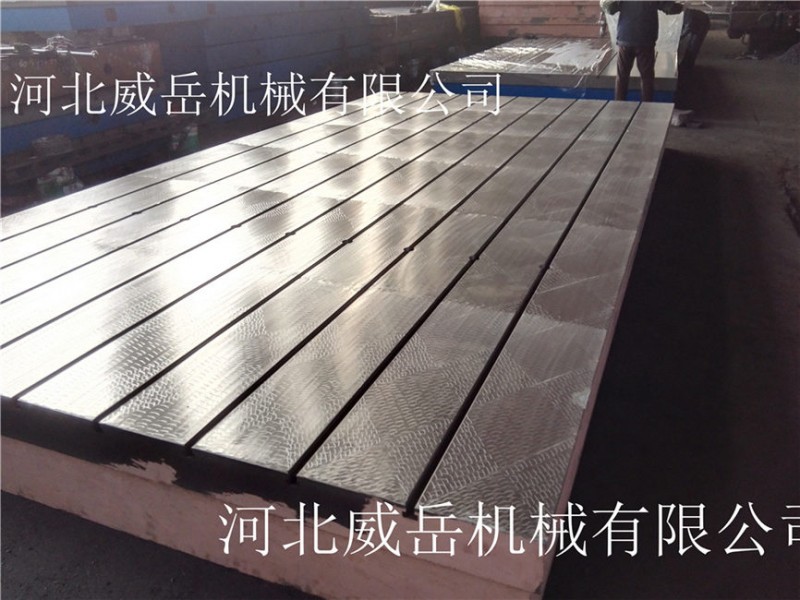
河北威岳机械有限公司(http://www.chinaweiyue.com)是一家专业生产铸铁T型槽平台的厂家,其他产品有装配铸铁T型槽平台,钳工工作台,焊接工作台,检验工作台等,支持异型定制,送货上门,安装调试.铸铁T型槽平台在铸造生产中,铸件气孔和铸件缩孔有时是伴生的,有时是独立群在。当出现气孔和缩孔时,我们快速的判断出缺陷是气孔,还是缩孔对于解决问题十分必要。
气孔类缺陷牲与防治方法
在铸造生产中,孔洞类缺陷是常见缺陷,也是给铸造厂造成损失比较大的缺陷之一。孔洞类缺陷分为气孔和缩孔。气孔多为由于金属液中侵入、裹入、卷入气体所至。
铸铁T型槽平台铸件气孔出现在铸件上的位置不同,其产生的原因也不同。卷入气孔:金属液在充型过程中因卷入气体而在铸件内形成气孔,多呈孤立存在的圆形或椭圆形大气孔,位置不固定,一般偏铸件中上部。 侵入气孔:由型、芯、涂料、芯撑、冷铁产生的气孔侵入铸件表层而形成气孔,多呈梨形或椭圆形,尺寸较大,孔壁光滑,表面多呈氧化色。 反应气孔:由金属液内部某些成分之间或金属液与型、芯在界面上发生化学反应而形成群分布的气孔。位于铸件表层的针头形或腰圆形反应气孔称为表面针空与皮下气孔,由金属液与型、芯涂料发生界面反应所至;分散或成群分布在铸件整个断面上或某个局部区域的针头反应气孔。
防止方法:非铁合金熔炼时,炉料、溶剂、工具和浇包要充分预热和烘干,去锈去油污,多次重熔炉料的加入量要适当限制。防止金属液在熔炼过程中过度氧化和吸气,加以脱氧、除气和除渣,在浇包内的金属熔池表面加覆盖溶剂,防止金属二次氧化、吸气和有害杂质返回熔池。浇注时金属液不得断流,充型速度不宜太高,铸件浇注位置和浇注系统的设置应保证金属液平稳地充满型腔,并利于开腔内气体能顺利排出。铸造时,应保证铸型和型芯排气畅通,砂芯内要开排气通道,合型时要填补芯头间隙,以免钻入金属液堵塞排气通道。增加直浇道高度,以提高充型金属液静压力。降低树脂砂的树脂和固化剂加入量,采用低氮或无氮树脂及形料圆整、粒度适中、灼减量和微粉含量低的原砂和再生砂,以降低树脂的发气量,提高树脂砂的透气性
而铸件产生缩孔、缩松,原因很多,有铸件与模样设计原因,有砂箱设计不合适的原因,有浇冒口设计的原因,有型砂型避移位方面的原因,另外还有制方面的原因,有金属化学成分调配不当的原因,有熔炼环节操作不当原因,也有浇注方面的原因。
铸铁T型槽平台的生产过程中会出现一些产品缺陷,只要采用正确的方法可以进行工艺弥补,铸铁T型槽平台工作面的缺陷是不可以忽视的重要部位,铸铁平板主要的缺陷包括:气孔、沙孔、夹沙、缩松等。铸铁平板的缺陷在《中华人民共和国机械行业标准》jb/t 7974-2000里有处理的详细规定。铸铁平板使用寿命和缺陷修复有密切的关系。所以对铸铁平板的缺陷做修复时要严格按工艺要求处理。